Third Test of DARC Dirt 1- June 14, 2008
A Draft Report
Modified from the inital report originally posted to 'Hammered
Out Bits'
The core team was:
Darrell Markewitz / Ken Cook
Notes, Charcoal (and other messy jobs) - Anne Graham
Strikers - Neil Peterson / Richard Schwitzer
Smelter construction - Sam Falzone / Richard
As reported earlier, the intent of this smelt was a full scale test of
Gus Gissing's DARC Dirt One
- primary bog ore analog. A new standard 'Norse Short Shaft' furnace was
constructed. It was decided to make two alterations from the earlier tests:
The analog had shown a tendancy to produce a crumbly high carbon bloom,
a type which often proves difficult to forge down to a working bar. For
that reason is was decided to increase the average particle size. The dried
plates were lightly hammered through a 1 inch wire grid, then screened through
a 3/16 inch mesh to remove the fines. This resulted in a slightly larger
size than the last two tests.
 Second, it was decided to charge very heavily right from the start. Ore
was added at one to one against charcoal (2 kg ore with 2 kg charcoal).
Second, it was decided to charge very heavily right from the start. Ore
was added at one to one against charcoal (2 kg ore with 2 kg charcoal).
We used 20 kg of the bog analog and got a very nice small bloom at 1.8 kg. |
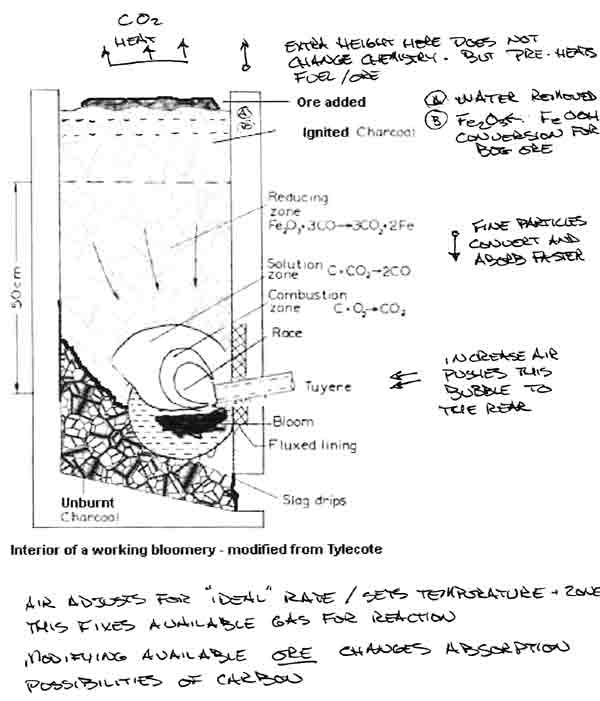
Illustration of the theoretical considerations : GO
HERE
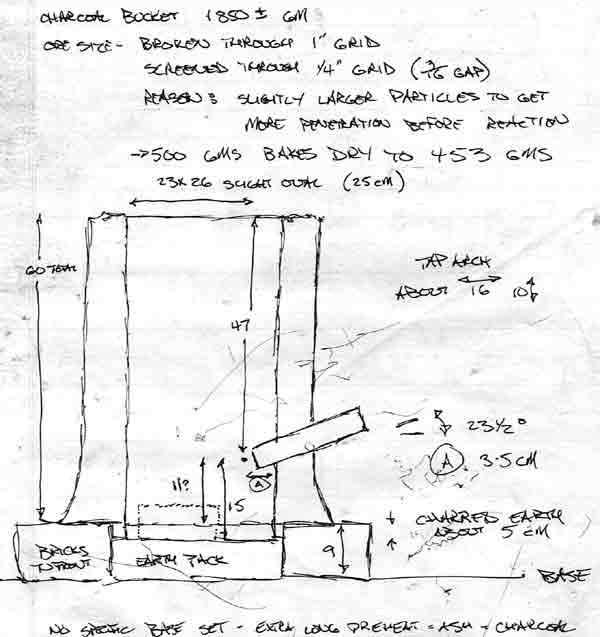
Layout of the smelter : GO
HERE 
Furnace under construction |
Those numbers need a bit of massaging to compare to our past work:
The ore number is actually higher than reality. Thats because the analog is
mixed with water, and the paste was air dried. There will be some content of
water still remaining. I have to take a measured sample and put it into the
gas forge on a pan to get a 'dry weight' that would relate it back to the roasted
rock ores we have been using. On the last test, the analog was also air dried,
and after baking the water content removed was about 12%.
The bloom weight was taken at a different stage in the process than what we
normally use to take that measurement. Normally we pull the bloom and work over
the surface for one heat to knock off the real 'frobby' bits. This is when the
production weight is recorded. For this bloom, which was pretty 'juicy' we had
put it back into the smelter with more charcoal (using the smelter like a big
forge). We ran through two more hammer cycles, compacting it down to a very
rough brick, then one more to slice it in half. So there would have been a bit
lower comparative weight to others.
Taken together, this does put our yield down into the 10 - 15 % range - not
into the 25 - 35 % range we have come to expect.
We were running this smelt with a bit less air than normal. By the anemometer,
we started in the range of 450 litres per minute, eventually working up to closer
to 750 LpM. Our consumption of charcoal was averaging about 10 minutes for a
standard 2 kg bucket. The full smelt data is available HERE.
|
|
|
|
Starting the preheat with green twigs. Note the smoke
generation! |
Just at the first addtion of charcoal. Note flame
colour. |
First self tapping event. Nice liquid 'Happy Slag'. |
Just starting the main bottom extraction. |
We are going to have real good slag
volume numbers on this one (to send to Arne Espelund).
First the smelter itself came through the smelt with almost no internal damage
at all. There was some erosion just BELOW the tuyere. The slag bath started
out sitting a bit higher than normal. We had to poke through the bottom of the
bowl as it first formed to drain it a bit lower to keep the tuyere clear. I
think that might be the reason. There was no noticeable effect to the smelter
wall above the tuyere at the usual hot zone. The inserted ceramic tuyere was
hardly effected at all.
We were just getting everything ready into the very end of the burn down phase
when the furnace decided to self tap. It was like the waters breaking in a pregnancy.
Pretty much all the liquid slag ran out all at once. This was the dark olive
green / black real runny stuff. I got concerned that this would expose the top
of the bloom to the air blast, so quickly decided on a bottom extraction and
reduced the air and got working to yank it all out. There was a very clear volume
of slag that formed the bowl itself that was pulled clear. When we grabbed the
bloom, there was a third type of slag adhered to the outside of it as well.
The analogy of the chocolate covered cherry is perfect here. I will be able
to pretty much separate out the three types, and gather all of the slag for
weight later.
| The bloom feels like nice iron . The spark testing suggests it has about
the same carbon content as a mild steel. (At this point, some loss expected
in the bloom to bar phase.) It is a bit on the crumbly side, more larger
blobs hanging together than the nice dense rock blooms you always achieve.
Better cohesion than the 'brown sugar' effect you saw at the Smeltfest test
of the ore analog. I know its going to be easy to forge this one to bar,
the initial consolidation went very smooth, no slitting or fracturing at
all. |
|
I'm very pleased with the overall results. The smelter came through in almost
perfect condition. We were able to predict and modify the sequence to get around
the tenancy of the ore analog to absorb too much carbon and not fully sinter together.
Neil and Richard worked as an excellent and smoothly functioning team on the consolodation
striking - although both have limited hammer experience. As always, Ken makes
an excellent smelting assistant.
Text and photography © 2008,
Darrell Markewitz
The image 'Extraction' is by Neil Peterson






{kind=link}
{kind=link}